
Page 51 - Chip Scale Review Sep Oct_2022-digital
P. 51
for 1,000 hours at 175°C to stress
the braze metal and prove that the
brazing filler metal system is stable.
No difference was observed between
t h e i n i t i a l s t a t u s a n d t h e a g e d
substrate after HTS, showing that the
alloy system displays no degradation
and consistent values after 1,000
hours of aging at 175°C.
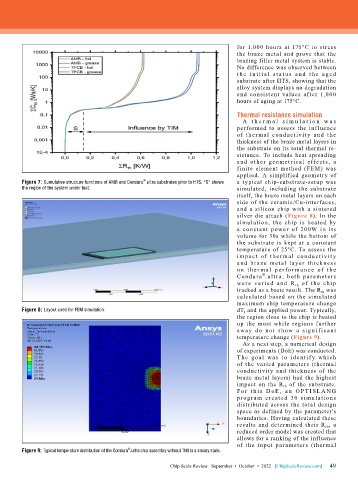
Thermal resistance simulation
A t h e r m a l s i m u l a t i o n w a s
performed to assess the inf luence
of t her mal conduct ivit y a nd t he
thickness of the braze metal layers in
the substrate on its total thermal re-
sistance. To include heat spreading
and other geomet r ical effects, a
finite element method (FEM) was
applied. A simplified geometry of
®
Figure 7: Cumulative structure functions of AMB and Condura .ultra substrates prior to HTS. “S” shows a typical chip-substrate-setup was
the region of the system under test. simulated, including the substrate
itself, the braze metal layers on each
side of the ceramic/Cu-interfaces,
and a silicon chip with a sintered
silver die attach (Figure 8). In the
simulation, the chip is heated by
a constant power of 200W in its
volume for 30s while the bottom of
the substrate is kept at a constant
temperature of 25°C. To assess the
i mp a c t of t he r m a l c ond uc t iv it y
a nd bra ze met al layer t h ick ness
o n t h e r m a l p e r fo r m a n c e of t h e
Condu ra .ult ra, both parameters
®
we re va r ie d a nd R th of t he ch ip
tracked as a basic result. The R th was
calculated based on the simulated
maximum chip temperature change
Figure 8: Layout used for FEM simulation. dT J and the applied power. Typically,
the region close to the chip is heated
up the most while regions further
away do not show a sig n i f ica nt
temperature change (Figure 9).
As a next step, a numerical design
of experiments (DoE) was conducted.
T he goal wa s t o ide nt if y wh ich
of the varied parameters (thermal
conductivity and thickness of the
braze metal layers) had the highest
impact on the R th of the substrate.
Fo r t h i s D o E , a n O P T IS L A N G
prog r a m created 30 si mu lat ion s
distributed across the total design
space as defined by the parameter’s
boundaries. Having calculated these
results and determined their R th , a
reduced order model was created that
allows for a ranking of the influence
of the input parameters (ther mal
®
Figure 9: Typical temperature distribution of the Condura .ultra chip assembly without TIM in a steady state.
49
Chip Scale Review September • October • 2022 [ChipScaleReview.com] 49