
Page 43 - ChipScale_Jan-Feb_2021-digital
P. 43
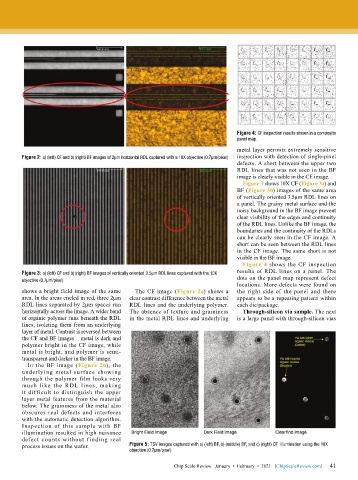
Figure 4: CF inspection results shown in a composite
panel map.
metal layer permits extremely sensitive
Figure 2: a) (left) CF and b) (right) BF images of 2µm horizontal RDL captured with a 10X objective (0.7µm/pixel) inspection with detection of single-pixel
defects. A short between the upper two
RDL lines that was not seen in the BF
image is clearly visible in the CF image.
Figure 3 shows 10X CF (Figure 3a) and
BF (Figure 3b) images of the same area
of vertically oriented 3.5µm RDL lines on
a panel. The grainy metal surface and the
noisy background in the BF image prevent
clear visibility of the edges and continuity
of the RDL lines. Unlike the BF image, the
boundaries and the continuity of the RDLs
can be clearly seen in the CF image. A
short can be seen between the RDL lines
in the CF image. The same short is not
visible in the BF image.
Figure 4 shows the CF inspection
results of RDL lines on a panel. The
Figure 3: a) (left) CF and b) (right) BF images of vertically oriented 3.5µm RDL lines captured with the 10X
objective (0.7µm/pixel) dots on the panel map represent defect
locations. More defects were found on
shows a bright field image of the same The CF image (Figure 2a) shows a the right side of the panel and there
area. In the areas circled in red, three 2µm clear contrast difference between the metal appears to be a repeating pattern within
RDL lines separated by 2µm spaces run RDL lines and the underlying polymer. each die/package.
horizontally across the image. A wider band The absence of texture and graininess Through-silicon via sample. The next
of organic polymer runs beneath the RDL in the metal RDL lines and underlying is a large panel with through-silicon vias
lines, isolating them from an underlying
layer of metal. Contrast is reversed between
the CF and BF images – metal is dark and
polymer bright in the CF image, while
metal is bright, and polymer is semi-
transparent and darker in the BF image.
In the BF image (Figure 2b), the
underlying metal surface showing
through the polymer film looks very
much like the RDL lines, making
it difficult to distinguish the upper
layer metal features from the material
below. The graininess of the metal also
obscures real defects and interferes
with the automatic detection algorithm.
Inspection of this sample with BF
illumination resulted in high nuisance
defect counts without finding real
process issues on the wafer. Figure 5: TSV images captured with a) (left) BF, b) (middle) DF, and c) (right) CF illumination using the 10X
objective (0.7µm/pixel)
41
Chip Scale Review January • February • 2021 [ChipScaleReview.com] 41