
Page 34 - Chip Scale Review_January February_2023-digital
P. 34
Summary
To help develop a WLP having
r o bu s t , u n i fo r m a n d t h i n m ol d
caps with lower warpage, we used
a c o m p r e s s i o n m ol d i ng s y s t e m
w i t h g o o d t e m p e r a t u r e c o n t r ol
a nd opt i m i zed relea se f il m. We
successfully achieved a 30µm-thin
mold cap that encapsulated the solder
balls uniformly across the wafer with
low warpage and mold TTV. Warpage
was seen to be well controlled by
virtue of the compression molding
process as well as the low thickness of
mold with respect to the die thickness.
Processing conditions and the type of
resin material did not seem to have
as much of an impact on warpage.
The mold encapsulation and wafer
coverage were seen to be much better
for granular mold materials compared
to liquid resin mold because the initial
distribution of the granular material
uniformly over the wafer surface
allows easy and minimal flow across
the entire wafer. In ter ms of the
granular cut size, smaller cut sizes
show better flow properties and also
a tighter size control of the resin.
The ideal filler size, however, needs
to be optimized to ensure a balance
between good flow properties while
avoiding a risk of bleed out at the
wafer edge. The optimization of the
release film used as a liner helped the
control of resin flow while protecting
the solder bumps from contamination.
In terms of mold thickness TTV, most
processing condition skews showed
thickness variation on the order of +/-
10µm for granular resin material (of
all cut sizes).
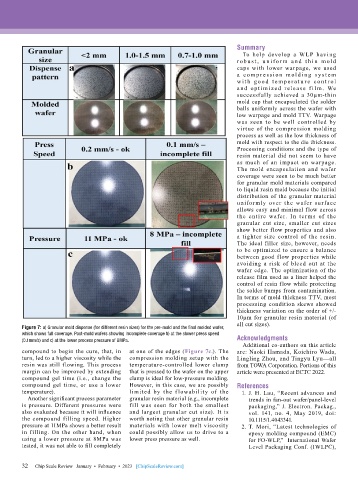
Figure 7: a) Granular mold dispense (for different resin sizes) for the pre-mold and the final molded wafer,
which shows full coverage. Post-mold wafers showing incomplete coverage b) at the slower press speed
(0.1mm/s) and c) at the lower process pressure of 8MPa. Acknowledgments
Additional co-authors on this article
compound to begin the cure, that, in at one of the edges (Figure 7c.). The are: Naoki Hamada, Koichiro Wada,
turn, led to a higher viscosity while the compression molding setup with the Lingling Zhou, and Tingyu Lyu—all
resin was still flowing. This process temperature-controlled lower clamp from TOWA Corporation. Portions of this
margin can be improved by extending that is pressed to the wafer on the upper article were presented at ECTC 2022.
compound gel time (i.e., change the clamp is ideal for low-pressure molding.
compound gel time, or use a lower However, in this case, we are possibly References
temperature). limited by the f lowability of the 1. J. H. Lau, “Recent advances and
Another significant process parameter granular resin material (e.g., incomplete trends in fan-out wafer/panel-level
is pressure. Different pressures were fill was seen for both the smallest packaging,” J. Electron. Packag.,
also evaluated because it will influence and largest granular cut size). It is vol. 141, no. 4, May 2019, doi:
the compound filling speed. Higher worth noting that other granular resin 10.1115/1.4043341.
pressure at 11MPa shows a better result materials with lower melt viscosity 2. T. Mori, “Latest technologies of
in filling. On the other hand, when could possibly allow us to drive to a epoxy molding compound (EMC)
using a lower pressure at 8MPa was lower press pressure as well. for FO-WLP,” International Wafer
tested, it was not able to fill completely Level Packaging Conf. (IWLPC),
32
32 Chip Scale Review January • February • 2023 [ChipScaleReview.com]