
Page 26 - Chip Scale Review_January February_2023-digital
P. 26
• Repeating defects, which suggest
mask or reticle errors; and
• Variable bump height distribution,
which can reveal performance
d if fe re nce s bet we e n plat i ng
machines or plating cells.
The results of these measurements
allow operators to adjust the process
in real time to improve yield and
reduce the need for rework. Why
wouldn’t a fab do 100% inspection?
The answer lies in the method. Probe
cards, for example, can measure an
entire wafer at once but cause damage
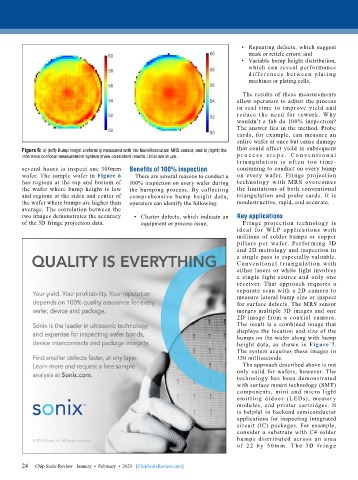
Figure 6: a) (left) Bump height uniformity measured with the NanoResolution MRS sensor, and b) (right) the that could affect yield in subsequent
reference confocal measurement system show consistent results. Units are in µm. p r o c e ss s t e ps . Co n v e n t i o n al
t r ia ng u lat ion is of ten too t i me -
several hours to inspect one 300mm Benefits of 100% inspection consuming to conduct on every bump
wafer. The sample wafer in Figure 6 There are several reasons to conduct a on every wafer. Fringe projection
has regions at the top and bottom of 100% inspection on every wafer during technology with MRS overcomes
the wafer where bump height is low the bumping process. By collecting the limitations of both conventional
and regions at the sides and center of comprehensive bump height data, triangulation and probe cards. It is
the wafer where bumps are higher than operators can identify the following: nondestructive, rapid, and accurate.
average. The correlation between the
two images demonstrates the accuracy • Cluster defects, which indicate an Key applications
of the 3D fringe projection data. equipment or process issue; Fringe projection technology is
ideal for W LP applications with
millions of solder bumps or copper
pillars per wafer. Perfor ming 3D
and 2D metrology and inspection in
a single pass is especially valuable.
Convent ional t r iang ulat ion with
either lasers or white light involves
a single light source and only one
receiver. That approach requires a
separate scan with a 2D camera to
measure lateral bump size or inspect
for surface defects. The MRS sensor
merges multiple 3D images and one
2D image from a coaxial camera.
The result is a combined image that
displays the location and size of the
bumps on the wafer along with bump
height data, as shown in Figure 7.
The system acquires these images in
150 milliseconds.
The approach described above is not
only valid for wafers, however. The
technology has been demonstrated
with surface mount technology (SMT)
components, mini and micro light
emitting didoes (LEDs), memor y
modules, and printer cartridges. It
is helpful in backend semiconductor
applications for inspecting integrated
circuit (IC) packages. For example,
consider a substrate with C4 solder
bumps distributed across an area
of 2 2 by 50 m m . T h e 3D f r i nge
24 Chip Scale Review January • February • 2023 [ChipScaleReview.com]
24