
Page 25 - Chip Scale Review_March April_2022-digital
P. 25
41% from the 6L RDL to the 1L RDL
case, individually. Therefore, the
simulation result shows that the chip-
last structure has a lower stress effect
on the top RDL layer because the under
fill functions as a strong buffer layer
that absorbs the stress from the corner
area of the top die. What this means is,
the FO-MCM structure — by using the
chip-last process — has a lower risk of
RDL cracking because of the protection
provided by the under-fill layer.
Warpage measurement results
Generally, the biggest challenge
for FO packaging is warpage control
because if mismanaged, it can be
an inter r uption. This situation is
particularly challenging for finer
high-density FO-RDL used in multi-
die integration. A larger package size
and more RDL layers are the factors
that result in severe warpage and yield
loss. In this study, we obtained yield
results using a wafer with 2/2µm L/
S RDL in chip-first and chip-last
structures, individually. As shown
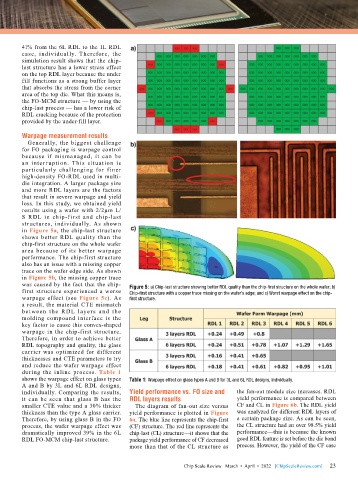
in Figure 5a, the chip-last structure
shows better RDL quality than the
chip-first structure on the whole wafer
area because of its better warpage
performance. The chip-first structure
also has an issue with a missing copper
trace on the wafer edge side. As shown
in Figure 5b, the missing copper trace
was caused by the fact that the chip- Figure 5: a) Chip-last structure showing better RDL quality than the chip-first structure on the whole wafer; b)
first structure experienced a worse Chip-first structure with a copper trace missing on the wafer’s edge; and c) Worst warpage effect on the chip-
warpage effect (see Figure 5c). As first structure.
a result, the material CTE mismatch
bet ween the R DL layers and the
molding compound interface is the
key factor to cause this convex-shaped
warpage in the chip-first structure.
Therefore, in order to achieve better
RDL topography and quality, the glass
carrier was optimized for different
thicknesses and CTE parameters to try
and reduce the wafer warpage effect
during the inline process. Table 1
shows the warpage effect on glass types Table 1: Warpage effect on glass types A and B for 3L and 6L RDL designs, individually.
A and B by 3L and 6L RDL designs,
individually. Comparing the results, Yield performance vs. FO size and the fan-out module size increases. RDL
it can be seen that glass B has the RDL layers results yield performance is compared between
smaller CTE value and a 30% thicker The diagram of fan-out size versus CF and CL in Figure 6b. The RDL yield
thickness than the type A glass carrier. yield performance is plotted in Figure was analyzed for different RDL layers of
Therefore, by using glass B in the FO 6a. The blue line represents the chip-first a certain package size. As can be seen,
process, the wafer warpage effect was (CF) structure. The red line represents the the CL structure had an over 98.5% yield
dramatically improved 39% in the 6L chip-last (CL) structure—it shows that the performance—this is because the known
RDL FO-MCM chip-last structure. package yield performance of CF decreased good RDL feature is set before the die bond
more than that of the CL structure as process. However, the yield of the CF case
23
Chip Scale Review March • April • 2022 [ChipScaleReview.com] 23