
Page 46 - Chip Scale Review_November December_2021-digital
P. 46
The system’s 2.2x magnification
projection lens enables up to a 250mm
x 250mm exposure field size, with
3µm line/space resolution, ±400ppm
mag nif ication compensation and
±100ppm anamorphic magnification
compensation, with overlay accuracy
better than 1µm.
Low lens distortion and accurate
step and settle movement are also key
to meeting the overlay and uniformity
requi rements. Distor t ion i n this
system is less than 1μm across the
250mm exposure field. The system’s
stage is driven by 8 motors to ensure
accurate step and settle behavior, even
when loaded with the weight of the
large panel.
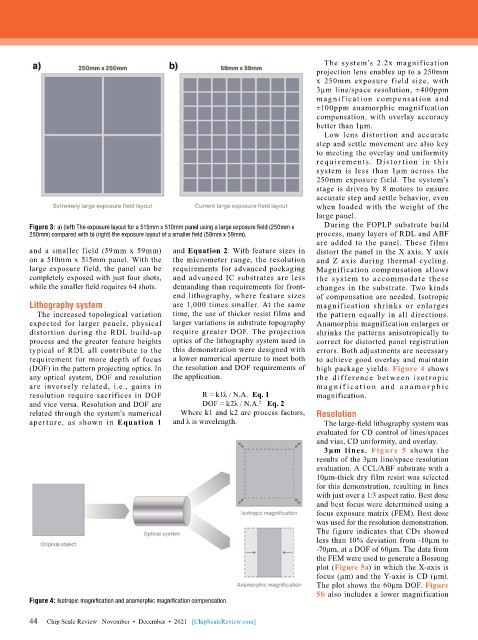
Figure 3: a) (left) The exposure layout for a 515mm x 510mm panel using a large exposure field (250mm x During the FOPLP substrate build
250mm) compared with b) (right) the exposure layout of a smaller field (59mm x 59mm). process, many layers of RDL and ABF
are added to the panel. These films
and a smaller field (59mm x 59mm) and Equation 2. With feature sizes in distort the panel in the X axis, Y axis
on a 510mm x 515mm panel. With the the micrometer range, the resolution and Z axis during thermal cycling.
large exposure field, the panel can be requirements for advanced packaging Magnification compensation allows
completely exposed with just four shots, and advanced IC substrates are less the system to accommodate these
while the smaller field requires 64 shots. demanding than requirements for front- changes in the substrate. Two kinds
end lithography, where feature sizes of compensation are needed. Isotropic
Lithography system are 1,000 times smaller. At the same magnification shrinks or enlarges
The increased topological variation time, the use of thicker resist films and the pattern equally in all directions.
expected for larger panels, physical larger variations in substrate topography Anamorphic magnification enlarges or
distortion during the RDL build-up require greater DOF. The projection shrinks the patterns anisotropically to
process and the greater feature heights optics of the lithography system used in correct for distorted panel registration
typical of RDL all contribute to the this demonstration were designed with errors. Both adjustments are necessary
requirement for more depth of focus a lower numerical aperture to meet both to achieve good overlay and maintain
(DOF) in the pattern projecting optics. In the resolution and DOF requirements of high package yields. Figure 4 shows
any optical system, DOF and resolution the application. the difference bet ween isot ropic
are inversely related, i.e., gains in m a g n i f i c a t i o n a n d a n a m o r ph i c
resolution require sacrifices in DOF R = k1λ / N.A. Eq. 1 magnification.
and vice versa. Resolution and DOF are DOF = k2λ / N.A.² Eq. 2
related through the system’s numerical Where k1 and k2 are process factors, Resolution
aperture, as shown in Equation 1 and λ is wavelength. The large-field lithography system was
evaluated for CD control of lines/spaces
and vias, CD uniformity, and overlay.
3µm lines. Figure 5 shows the
results of the 3µm line/space resolution
evaluation. A CCL/ABF substrate with a
10µm-thick dry film resist was selected
for this demonstration, resulting in lines
with just over a 1:3 aspect ratio. Best dose
and best focus were determined using a
focus exposure matrix (FEM). Best dose
was used for the resolution demonstration.
The figure indicates that CDs showed
less than 10% deviation from -10μm to
-70μm, at a DOF of 60μm. The data from
the FEM were used to generate a Bossung
plot (Figure 5a) in which the X-axis is
focus (μm) and the Y-axis is CD (μm).
The plot shows the 60μm DOF. Figure
5b also includes a lower magnification
Figure 4: Isotropic magnification and anamorphic magnification compensation.
44
44 Chip Scale Review November • December • 2021 [ChipScaleReview.com]