
Page 26 - Chip Scale Review_May June_2021-digital
P. 26
body provides excellent rigidity, even when
cutouts are required to keep the body surface
away from critical high-speed surface traces
on the PCB. For both single-ended (SE) and
differential (DIFF) I/O signals, maintaining
a consistent mechanical and electrical path
is critical to maximizing test yields. During
2021, we expect to see SE signals in the
>8GHz range, and DIFF signals moving very
quickly from the current 56Gb/s standard to
112Gb/s [3].
Finally, there are important application
and use-model cases that must be considered.
Because SLT setups run system code, their
implementation will fan out to a broader set
of users across the engineering organization
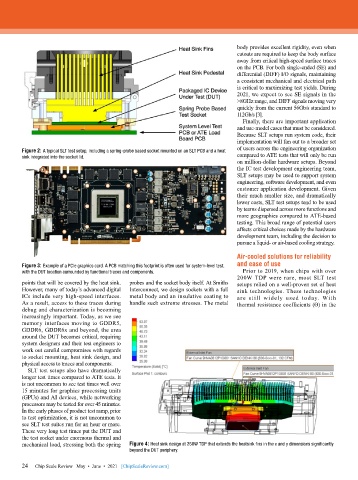
Figure 2: A typical SLT test setup, including a spring-probe based socket mounted on an SLT PCB and a heat
sink integrated into the socket lid. compared to ATE tests that will only be run
on million-dollar hardware setups. Beyond
the IC test development engineering team,
SLT setups may be used to support system
engineering, software development, and even
customer application development. Given
their much smaller size, and dramatically
lower costs, SLT test setups tend to be used
by teams dispersed across more functions and
more geographies compared to ATE-based
testing. This broad range of potential users
affects critical choices made by the hardware
development team, including the decision to
pursue a liquid- or air-based cooling strategy.
Air-cooled solutions for reliability
and ease of use
Figure 3: Example of a PCIe graphics card. A PCB matching this footprint is often used for system-level test,
with the DUT location surrounded by functional traces and components. Prior to 2019, when chips with over
200W TDP were rare, most SLT test
points that will be covered by the heat sink. probes and the socket body itself. At Smiths setups relied on a well-proven set of heat
However, many of today’s advanced digital Interconnect, we design sockets with a full sink technologies. These technologies
ICs include very high-speed interfaces. metal body and an insulative coating to are still widely used today. With
As a result, access to these traces during handle such extreme stresses. The metal thermal resistance coefficients (ϴ) in the
debug and characterization is becoming
increasingly important. Today, as we see
memory interfaces moving to GDDR5,
GDDR6, GDDR6x and beyond, the area
around the DUT becomes critical, requiring
system designers and their test engineers to
work out careful compromises with regards
to socket mounting, heat sink design, and
physical access to traces and components.
SLT test setups also have dramatically
longer test times compared to ATE tests. It
is not uncommon to see test times well over
15 minutes for graphics processing units
(GPUs) and AI devices, while networking
processors may be tested for over 45 minutes.
In the early phases of product test ramp, prior
to test optimization, it is not uncommon to
see SLT test suites run for an hour or more.
These very long test times put the DUT and
the test socket under enormous thermal and
mechanical load, stressing both the spring Figure 4: Heat sink design at 250W TDP that extends the heatsink fins in the x and y dimensions significantly
beyond the DUT periphery.
24 Chip Scale Review May • June • 2021 [ChipScaleReview.com]
24