
Page 25 - Chip Scale Review_May June_2021-digital
P. 25
Cooling high-wattage digital ICs for socketed
system-level test
By Rick Marshall, Quynh Nguyen, Tim Wooden, Jiachun (Frank) Zhou [Smiths Interconnect]
M odern computing and are preferred because
networking applications
mechanical durability.
are driving a new class they deliver greater
of digital integrated circuits (ICs) that have SLT test environments
enormous power dissipation requirements. differ from ATE-based
Built exclusively on the advanced 7nm and setups in many critical
5nm wafer fabrication nodes, these devices ways. These differences
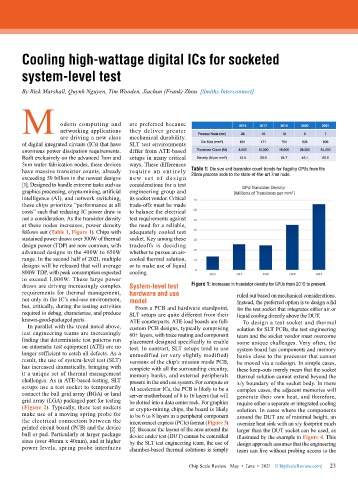
have massive transistor counts, already require an entirely Table 1: Die size and transistor count trends for flagship GPUs from the
exceeding 50 billion in the newest designs n e w s e t of d e sig n 28nm process node to the state-of-the-art 7nm node.
[1]. Designed to handle extreme tasks such as considerations for a test
graphics processing, crypto-mining, artificial engineering group and
intelligence (AI), and network switching, its socket vendor. Critical
these chips prioritize “performance at all trade-offs must be made
costs” such that reducing IC power draw is to balance the electrical
not a consideration. As the transistor density test requirements against
at these nodes increases, power density the need for a reliable,
follows suit (Table 1, Figure 1). Chips with adequately cooled test
sustained power draws over 300W of thermal socket. Key among these
design power (TDP) are now common, with tradeoffs is deciding
advanced designs in the 400W to 650W whether to pursue an air-
range. In the second half of 2021, multiple cooled thermal solution,
designs will be released that will average or to make use of liquid
800W TDP, with peak consumption expected cooling.
to exceed 1,000W. These large power
draws are driving increasingly complex System-level test Figure 1: Increases in transistor density for GPUs from 2015 to present.
requirements for thermal management, hardware and use ruled out based on mechanical considerations.
not only in the IC’s end-use environment, model Instead, the preferred option is to design a lid
but, critically, during the testing activities From a PCB and hardware standpoint, for the test socket that integrates either air or
required to debug, characterize, and produce SLT setups are quite different from their liquid cooling directly above the DUT.
known-good-packaged parts. ATE counterparts. ATE load boards are full- To design a test socket and thermal
In parallel with the trend noted above, custom PCB designs, typically comprising solution for SLT PCBs, the test engineering
test engineering teams are increasingly 60+ layers, with trace routing and component team and the socket vendor must overcome
finding that deterministic test patterns run placement designed specifically to enable some unique challenges. Very often, the
on automatic test equipment (ATE) are no test. In contrast, SLT setups tend to use system board has components and memory
longer sufficient to catch all defects. As a unmodified (or very slightly modified) banks close to the processor that cannot
result, the use of system-level test (SLT) versions of the chip’s mission mode PCB, be moved via a redesign. In simple cases,
has increased dramatically, bringing with complete with all the surrounding circuitry, these keep-outs merely mean that the socket
it a unique set of thermal management memory banks, and external peripherals thermal solution cannot extend beyond the
challenges. As in ATE-based testing, SLT present in the end use system. For compute or x/y boundary of the socket body. In more
setups use a test socket to temporarily AI accelerator ICs, the PCB is likely to be a complex cases, the adjacent memories will
connect the ball grid array (BGA) or land server motherboard of 8 to 16 layers that will generate their own heat, and therefore,
grid array (LGA) packaged part for testing be slotted into a data center rack. For graphics require either a separate or integrated cooling
(Figure 2). Typically, these test sockets or crypto-mining chips, the board is likely solution. In cases where the components
make use of a moving spring probe for to be 6 to 8 layers in a peripheral component around the DUT are of minimal height, an
the electrical connection between the interconnect express (PCIe) format (Figure 3) oversize heat sink with an x/y footprint much
printed circuit board (PCB) and the device [2]. Because the layout of the area around the larger than the DUT socket can be used, as
ball or pad. Particularly at larger package device under test (DUT) cannot be controlled illustrated by the example in Figure 4. This
sizes (over 40mm x 40mm), and at higher by the SLT test engineering team, the use of design approach assumes that the engineering
power levels, spring probe interfaces chamber-based thermal solutions is simply team can live without probing access to the
23
Chip Scale Review May • June • 2021 [ChipScaleReview.com] 23