
Page 32 - ChipScale_Jan-Feb_2021-digital
P. 32
backgrind equipment or testers/handlers.
For example, one could continue utilizing
200mm or 300mm tooling for the ball
mount process post-panel singulation to
minimize capital expenditure. A slight
modification to the panel chuck to fit
the singulated panel geometry would be
required, along with the ball dispense
process. However, some considerations
need to be taken into account for
maximizing the GDPP. There is a tradeoff
from segmenting the 600mm x 600mm
panel into nine 200mm segments versus
four 300mm segments.
Referencing Table 3, a 5mm x 5mm
single-die package was used as a test
vehicle. The total usable area loss was
calculated by subtracting the sum of the
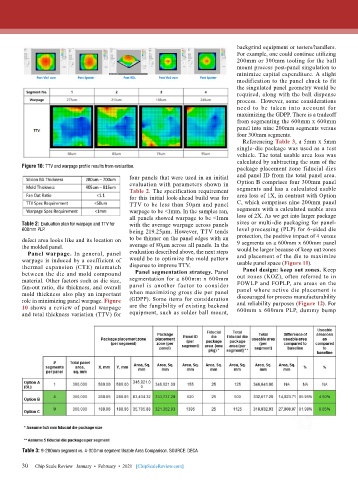
Figure 10: TTV and warpage profile results from evaluation. package placement zone fiducial dies
four panels that were used in an initial and panel ID from the total panel area.
evaluation with parameters shown in Option B comprises four 300mm panel
Table 2. The specification requirement segments and has a calculated usable
for this initial look-ahead build was for area loss of 1X, in contrast with Option
TTV to be less than 50µm and panel C, which comprises nine 200mm panel
warpage to be <1mm. In the samples ran, segments with a calculated usable area
all panels showed warpage to be <1mm loss of 2X. As we get into larger package
Table 2: Evaluation plan for warpage and TTV for with the average warpage across panels sizes or multi-die packaging for panel-
600mm PLP. being 219.25µm. However, TTV tends level processing (PLP) for 6-sided die
defect area looks like and its location on to be thinner on the panel edges with an protection, the positive impact of 4 versus
9 segments on a 600mm x 600mm panel
the molded panel. average of 80µm across all panels. In the would be larger because of keep out zones
Panel warpage. In general, panel evaluation described above, the next steps and placement of the die to maximize
warpage is induced by a coefficient of would be to optimize the mold pattern usable panel space (Figure 11).
thermal expansion (CTE) mismatch dispense to improve TTV. Panel design: keep out zones. Keep
between the die and mold compound Panel segmentation strategy. Panel out zones (KOZ), often referred to in
material. Other factors such as die size, segmentation for a 600mm x 600mm FOWLP and FOPLP, are areas on the
fan-out ratio, die thickness, and overall panel is another factor to consider panel where active die placement is
mold thickness also play an important when maximizing gross die per panel discouraged for process manufacturability
role in minimizing panel warpage. Figure (GDPP). Some items for consideration and reliability purposes (Figure 12). For
10 shows a review of panel warpage are the fungibility of existing backend 600mm x 600mm PLP, dummy bump
and total thickness variation (TTV) for equipment, such as solder ball mount,
Table 3: 9-200mm segment vs. 4-300mm segment Usable Area Comparison. SOURCE: DECA
30
30 Chip Scale Review January • February • 2021 [ChipScaleReview.com]