






Industry News
June 19, 2025Applied Materials and CEA-Leti Expand Joint Lab To Drive Innovation in Specialty Chips Based at CEA-Leti, collaboration focuses on materials engineering solutions To enable more… […]
Read more…
April 8, 2025March 10, 2025 | Teradyne to acquire Quantifi Photonics to deliver photonic IC testing to the high-performance Compute market NORTH READING, Mass.–(BUSINESS WIRE)– Teradyne, Inc.… […]
Read more…

February 3, 2025TOKYO, January 10, 2025—Canon Inc. announced today that the company has been honored with a 2024 Excellent Performance Award, presented by leading global semiconductor foundry… […]
Read more…

November 21, 2024ASU and Deca Technologies selected to lead $100M SHIELD USA project to strengthen U.S. semiconductor packaging capabilities TEMPE, AZ-USA | November 21, 2024 – The… […]
Read more…
September 4, 2024Wilmington, MA -(BUSINESS WIRE)-September 4, 2024 -Onto Innovation Inc. (NYSE: ONTO) announced the opening of the company’s Packaging Applications Center of Excellence (PACE), a first-of-its-kind… […]
Read more…
August 5, 2024Singapore and Armonk, New York, July 24, 2024 — ASMPT and IBM today announced a renewed agreement to extend their collaboration on the joint development… […]
Read more…
August 5, 2024Resonac announces new US-JOINT consortium; ten partners to collaborate on Next-generation semiconductor packaging in Silicon Valley The consortium will help to further advance technology in… […]
Read more…

June 4, 2024In response to growing customer demand, the Siemens Xcelerator as a Service portfolio will become available on Microsoft Azure, beginning with Siemens’ Teamcenter X software… […]
Read more…
February 1, 2024Partnership to strengthen European automotive supply chain and expand services for global customers Tempe, AZ, USA – January 16, 2024 — Amkor Technology, Inc. (Nasdaq:… […]
Read more…
Product News
June 19, 2025Marvell Develops Industry’s First 2nm Custom SRAM for Next-Generation AI Infrastructure Silicon Industry’s highest bandwidth per sq mm with up to 6 gigabits of high-speed… […]
Read more…

April 8, 2025ficonTEC reveals an innovative 300 mm double-sided electro-optical wafer tester compatible with existing ATE and targeted at AI-driven silicon photonics March, 2025 | ficonTEC Service… […]
Read more…

April 8, 2025TOKYO / MARCH 27, 2025 — Toray Engineering Co., Ltd. (head office: Chuo-ku, Tokyo; CEO & COO: Takashi Iwade; hereinafter “Toray Engineering”) has developed the… […]
Read more…

November 21, 2024Smiths Interconnect’s DaVinci 112 High-Speed Test Socket Wins Best Test Measurement Award at the 2024 Global Electronics Achievement Awards Shenzhen, China – November 5, 2024… […]
Read more…
Event News

April 7, 2025The leading event for Chiplet and Heterogeneous Integration Packaging (CHIP) technology … Addressing the challenges and opportunities for enabling broader adoption of chiplet architectures The program… […]
Read more…


Featured Articles
September 17, 2024Featured Article / LithographyBusinesses and consumers are adopting artificial intelligence (AI) at a rapid pace, placing enormous new demands on computing and communications. Next-generation data centers supporting upcoming… […]
Read more…
February 2, 2024Featured Article / Heterogeneous IntegrationBy Rabindra N. Das, Jason Plant, Alex Wynn, Matthew Ricci, Ryan Johnson, Matthew Stamplis, et al. [MIT Lincoln Laboratory] Chip Scale Review January • February… […]
Read more…
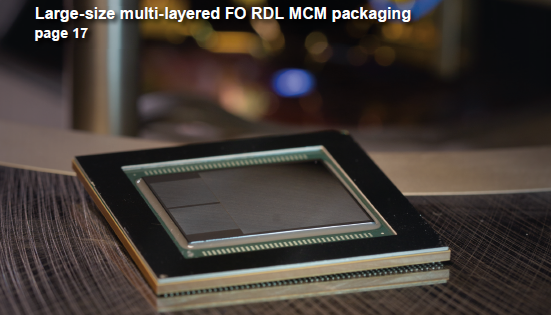
May 31, 2022Featured ArticleLarge-size multi-layered fan-out RDL multi-chip module packaging By Nicholas Kao, Jay Li, Jackson Li, Yu-Po Wang[Siliconware Precision Industries Co., Ltd] This article was published in… […]
Read more…
March 30, 2022Featured ArticleSince the invention of metaloxide-semiconductor(MOS) integrated circuits in the early 1960s, the speed, capacity, and complexity of the chips have increased dramatically, roughly following Moore’s… […]
Read more…