
Page 20 - ChipScale_Sep-Oct_2020-digital
P. 20
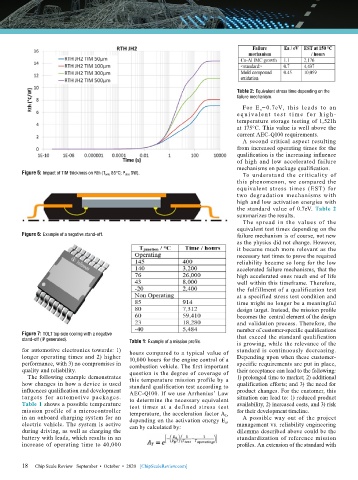
Table 2: Equivalent stress time depending on the
failure mechanism.
For E a = 0.7eV, t h is lead s to a n
e q u i v a l e n t t e s t t i m e f o r h i g h -
temperature storage testing of 1,521h
at 175°C. This value is well above the
current AEC-Q100 requirements.
A second critical aspect resulting
from increased operating times for the
qualification is the increasing influence
of high and low accelerated failure
mechanisms on package qualification.
Figure 5: Impact of TIM thickness on Rth (T amb 85°C; P diss 5W). To understand the criticality of
this phenomenon, we compared the
equivalent stress times (EST) for
two degradation mechanisms with
high and low activation energies with
the standard value of 0.7eV. Table 2
summarizes the results.
The spread in the values of the
equivalent test times depending on the
Figure 6: Example of a negative stand-off. failure mechanism is of course, not new
as the physics did not change. However,
it became much more relevant as the
necessary test times to prove the required
reliability became so long for the low
accelerated failure mechanisms, that the
high accelerated ones reach end of life
well within this timeframe. Therefore,
the fulfillment of a qualification test
at a specified stress test condition and
time might no longer be a meaningful
design target. Instead, the mission profile
becomes the central element of the design
and validation process. Therefore, the
number of customer-specific qualifications
Figure 7: TOLT top side cooling with a negative that exceed the standard qualification
stand-off (IP generated). Table 1: Example of a mission profile. is growing, while the relevance of the
for automotive electronics towards: 1) hours compared to a typical value of standard is continuously decreasing.
longer operating times and 2) higher 10,000 hours for the engine control of a Depending upon when these customer-
performance, with 3) no compromises in combustion vehicle. The first important specific requirements are put in place,
quality and reliability. question is the degree of coverage of their acceptance can lead to the following:
The following example demonstrates this temperature mission profile by a 1) prolonged time to market; 2) additional
how changes in how a device is used standard qualification test according to qualification efforts; and 3) the need for
influences qualification and development AEC-Q100. If we use Arrhenius’ Law product changes. For the customer, this
targets for automotive packages. to determine the necessary equivalent situation can lead to: 1) reduced product
Table 1 shows a possible temperature test times at a defined stress test availability, 2) increased costs, and 3) risk
mission profile of a microcontroller temperature, the acceleration factor A T , for their development timeline.
in an onboard charging system for an depending on the activation energy E a , A possible way out of the project
electric vehicle. The system is active can by calculated by: management vs. reliability engineering
during driving, as well as charging the dilemma described above could be the
battery with leads, which results in an standardization of reference mission
increase of operating time to 40,000 profiles. An extension of the standard with
18
18 Chip Scale Review September • October • 2020 [ChipScaleReview.com]