
Page 24 - Chip Scale Review_November-December_2023-digital
P. 24
4. “ I n fo r m a t i o n t e c h n o l o g y
equipment – Safety – Part 1:
General requirements,” CEI/IEC
60950-1, Dec. 2005.
5. “Safety requirements for electrical
equipment for measurement,
control, and laboratory use -
Part 1: General requirements,”
IEC61010-1, Mar. 2019.
6. “Adjustable speed electrical power
drive systems - Part 5-1: Safety
requirements - Electrical, thermal
and energy,” IEC61800-5, June
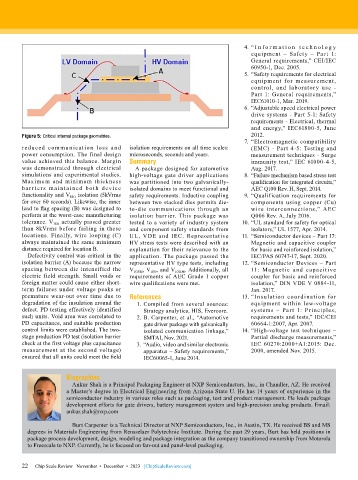
Figure 5: Critical internal package geometries. 2012.
7. “Electromagnetic compatibility
reduced com munication loss and isolation requirements on all time scales: (EMC) - Part 4-5: Testing and
power consumption. The final design microseconds, seconds and years. measurement techniques - Surge
value achieved this balance. Margin Summary immunity test,” IEC 61000-4-5,
was demonstrated through electrical A package designed for automotive Aug. 2017.
simulations and experimental studies. high-voltage gate driver applications 8. “Failure mechanism based stress test
Maximum and minimum thickness was partitioned into two galvanically- qualification for integrated circuits,”
bar r iers mai nt ai ned both device isolated domains to meet functional and AEC Q100 Rev. H, Sept. 2014.
functionality and V ISO isolation (5kVrms safety requirements. Inductive coupling 9. “Qualification requirements for
for over 60 seconds). Likewise, the inner between two stacked dies permits die- components using copper (Cu)
lead to flag spacing (B) was designed to to-die communications through an wire interconnections,” AEC
perform at the worst-case manufacturing isolation barrier. This package was Q006 Rev. A, July 2016.
tolerance. V ISO actually passed greater tested to a variety of industry system 10. “UL standard for safety for optical
than 8kVrms before failing in these and component safety standards from isolators,” UL 1577, Apr. 2014.
locations. Finally, wire looping (C) UL, VDE and IEC. Representative 11. “Semiconductor devices – Part 17:
always maintained the same minimum HV stress tests were described with an Magnetic and capacitive coupler
distance required for location B. explanation for their relevance to the for basic and reinforced isolation,”
Defectivity control was critical in the application. The package passed the IEC/PAS 60747-17, Sept. 2020.
isolation barrier (A) because the narrow representative HV type tests, including 12. “Semiconductor Devices – Part
spacing between die intensified the V IOSM , V ISO , and V IORM . Additionally, all 11: Magnetic and capacitive
electric field strength. Small voids or requirements of AEC Grade 1 copper coupler for basic and reinforced
foreign matter could cause either short- wire qualifications were met. isolation,” DIN VDE V 0884-11,
term failures under voltage peaks or Jan. 2017.
premature wear-out over time due to References 13. “Insulation coordination for
degradation of the insulation around the 1. Compiled from several sources: equipment within low-voltage
defect. PD testing effectively identified Strategy analytics, HIS, Evercore. systems – Part 1: Principles,
such units. Void area was correlated to 2. B. Carpenter, et al., “Automotive requirements and tests,” IEC/CEI
PD capacitance, and suitable production gate driver package with galvanically 60664-1:2007, Apr. 2007.
control limits were established. The two- isolated communication linkage,” 14. “High-voltage test techniques –
stage production PD test (isolation barrier SMTAI, Nov. 2021. Partial discharge measurements,”
check at the first voltage plus capacitance 3. “Audio, video and similar electronic IEC 60270:2000+A1:2015: Dec.
measurement at the second voltage) apparatus – Safety requirements,” 2000, amended Nov. 2015.
ensured that all units could meet the field IEC60065-1, June 2014.
Biographies
Ankur Shah is a Principal Packaging Engineer at NXP Semiconductors, Inc., in Chandler, AZ. He received
a Master’s degree in Electrical Engineering from Arizona State U. He has 14 years of experience in the
semiconductor industry in various roles such as packaging, test and product management. He leads package
development efforts for gate drivers, battery management system and high-precision analog products. Email:
ankur.shah@nxp.com
Burt Carpenter is a Technical Director at NXP Semiconductors, Inc., in Austin, TX. He received BS and MS
degrees in Materials Engineering from Rensselaer Polytechnic Institute. During the past 29 years, Burt has held positions in
package process development, design, modeling and package integration as the company transitioned ownership from Motorola
to Freescale to NXP. Currently, he is focused on fan-out and panel-level packaging.
22
22 Chip Scale Review November • December • 2023 [ChipScaleReview.com]