
Page 16 - Chip Scale Review_January February_2023-digital
P. 16
on a temporary carrier wafer using
temporary adhesives and then molded
and transferred to another carrier
wafer using a wafer supporting system.
This sequence is common for all the
HIFOM slices. For the base HIFOM
(i.e., on the bottom), multiple RDLs
are deposited using polymer dielectrics
and electroplated Cu interconnects.
After RDL fabrication, the HIFOM
is flipped again and the overmold is
ground off using the typical backgrind
process. This is a simple process
that can be carried out before RDL
fabrication and one carrier transferring
step can be removed.
For the upper HIFOM slice, the
process flow is similar to that used
for the base HIFOM. The number of
RDLs would be optimized depending
on the pad locations of the memory
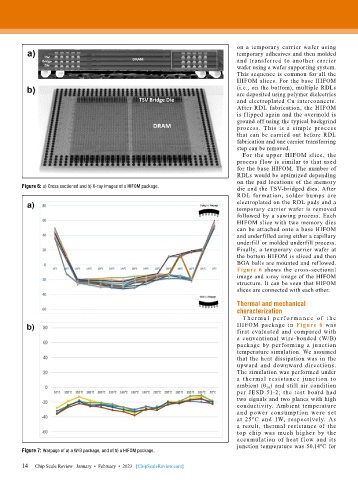
Figure 6: a) Cross sectioned and b) X-ray images of a HIFOM package. die and the TSV-bridged dies. After
RDL formation, solder bumps are
electroplated on the RDL pads and a
temporary carrier wafer is removed
followed by a sawing process. Each
HIFOM slice with two memory dies
can be attached onto a base HIFOM
and underfilled using either a capillary
underfill or molded underfill process.
Finally, a temporary carrier wafer at
the bottom HIFOM is sliced and then
BGA balls are mounted and reflowed.
Figure 6 shows the cross-sectional
image and x-ray image of the HIFOM
structure. It can be seen that HIFOM
slices are connected with each other.
Thermal and mechanical
characterization
T h e r m a l p e r f o r m a n c e o f t h e
HIFOM package in Figure 6 was
first evaluated and compared with
a conventional wire-bonded (W/B)
package by performing a junction
temperature simulation. We assumed
that the heat dissipation was in the
upward and downward directions.
The simulation was performed under
a ther mal resist ance ju nction to
ambient (θ JA ) and still air condition
per JESD 51-2; the test board had
two signals and two planes with high
conductivity. Ambient temperature
and power consumption were set
at 25ºC and 1W, respectively. As
a result, thermal resistance of the
top chip was much higher by the
accumulation of heat f low and its
junction temperature was 50.14ºC for
Figure 7: Warpage of a) a W/B package, and of b) a HIFOM package.
14
14 Chip Scale Review January • February • 2023 [ChipScaleReview.com]