
Page 30 - Chip Scale Review_November December_2021-digital
P. 30
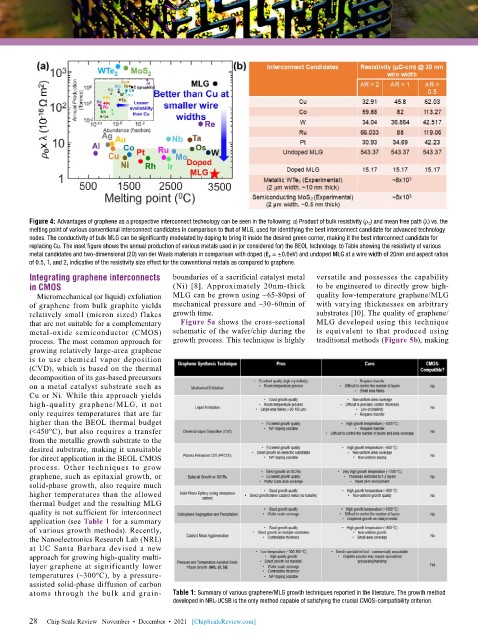
Figure 4: Advantages of graphene as a prospective interconnect technology can be seen in the following: a) Product of bulk resistivity (ρ 0 ) and mean free path (λ) vs. the
melting point of various conventional interconnect candidates in comparison to that of MLG, used for identifying the best interconnect candidate for advanced technology
nodes. The conductivity of bulk MLG can be significantly modulated by doping to bring it inside the desired green corner, making it the best interconnect candidate for
replacing Cu. The inset figure shows the annual production of various metals used in (or considered for) the BEOL technology. b) Table showing the resistivity of various
metal candidates and two-dimensional (2D) van der Waals materials in comparison with doped (E F = ±0.6eV) and undoped MLG at a wire width of 20nm and aspect ratios
of 0.5, 1, and 2, indicative of the resistivity size effect for the conventional metals as compared to graphene.
Integrating graphene interconnects boundaries of a sacrificial catalyst metal versatile and possesses the capability
in CMOS (Ni) [8]. Approximately 20nm-thick to be engineered to directly grow high-
Micromechanical (or liquid) exfoliation MLG can be grown using ~65-80psi of quality low-temperature graphene/MLG
of graphene from bulk graphite yields mechanical pressure and ~30-60min of with varying thicknesses on arbitrary
relatively small (micron sized) flakes growth time. substrates [10]. The quality of graphene/
that are not suitable for a complementary Figure 5a shows the cross-sectional MLG developed using this technique
metal-oxide semiconductor (CMOS) schematic of the wafer/chip during the is equivalent to that produced using
process. The most common approach for growth process. This technique is highly traditional methods (Figure 5b), making
growing relatively large-area graphene
is to use chemical vapor deposition
(CVD), which is based on the thermal
decomposition of its gas-based precursors
on a metal catalyst substrate such as
Cu or Ni. While this approach yields
high-quality graphene/MLG, it not
only requires temperatures that are far
higher than the BEOL thermal budget
(<450ºC), but also requires a transfer
from the metallic growth substrate to the
desired substrate, making it unsuitable
for direct application in the BEOL CMOS
process. Other techniques to grow
graphene, such as epitaxial growth, or
solid-phase growth, also require much
higher temperatures than the allowed
thermal budget and the resulting MLG
quality is not sufficient for interconnect
application (see Table 1 for a summary
of various growth methods). Recently,
the Nanoelectronics Research Lab (NRL)
at UC Santa Barbara devised a new
approach for growing high-quality multi-
layer graphene at significantly lower
temperatures (~300ºC), by a pressure-
assisted solid-phase diffusion of carbon
atoms through the bulk and grain- Table 1: Summary of various graphene/MLG growth techniques reported in the literature. The growth method
developed in NRL-UCSB is the only method capable of satisfying the crucial CMOS-compatibility criterion.
28 Chip Scale Review November • December • 2021 [ChipScaleReview.com]
28