
Page 23 - Chip Scale Review_November December_2021-digital
P. 23
environments, typically experienced
for electronics in close proximity to the
engine, transmission, or braking systems.
Similar reliability data were also
collected for the C40 nm test vehicle,
again leveraging the 172-lead MaxQFP.
These data are detailed in Table 2. This
test vehicle also passed 2X AEC Grade 1
requirements. As before, multiple assembly
lots were used for each stress test.
In addition to the raw results noted
above, post-stress scanning acoustic
microscopy (SAM) images were taken
to look for any package delamination.
Examples of SAM images of post-TC
1,000- and 2,000-cycle data are shown in
Figure 5. In all cases, no delamination
violating AEC requirements was
observed on the test vehicles. Also, post-
stress decapsulation wire pull and ball
shear tests were performed. All passed
AEC Q006 requirements. Cross-section
scanning electron microscope (SEM)
images were also taken to assure that the
ball bonds have no Cu-Al intermetallic Figure 6: Cross section/SEM image of Cu ball bonds of post-HTSL 2016 hrs showing no sign of Cu-Al IMC
degradation (Figure 6) [1,2] and no Cu degradation and no Cu void formation.
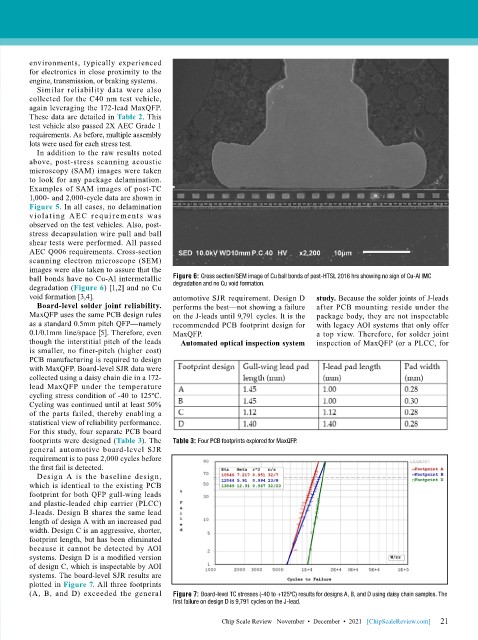
void formation [3,4]. automotive SJR requirement. Design D study. Because the solder joints of J-leads
Board-level solder joint reliability. performs the best—not showing a failure after PCB mounting reside under the
MaxQFP uses the same PCB design rules on the J-leads until 9,791 cycles. It is the package body, they are not inspectable
as a standard 0.5mm pitch QFP—namely recommended PCB footprint design for with legacy AOI systems that only offer
0.1/0.1mm line/space [5]. Therefore, even MaxQFP. a top view. Therefore, for solder joint
though the interstitial pitch of the leads Automated optical inspection system inspection of MaxQFP (or a PLCC, for
is smaller, no finer-pitch (higher cost)
PCB manufacturing is required to design
with MaxQFP. Board-level SJR data were
collected using a daisy chain die in a 172-
lead MaxQFP under the temperature
cycling stress condition of -40 to 125ºC.
Cycling was continued until at least 50%
of the parts failed, thereby enabling a
statistical view of reliability performance.
For this study, four separate PCB board
footprints were designed (Table 3). The Table 3: Four PCB footprints explored for MaxQFP.
general automotive board-level SJR
requirement is to pass 2,000 cycles before
the first fail is detected.
Design A is the baseline design,
which is identical to the existing PCB
Move faster with agile footprint for both QFP gull-wing leads
and plastic-leaded chip carrier (PLCC)
PCB manufacturing J-leads. Design B shares the same lead
length of design A with an increased pad
width. Design C is an aggressive, shorter,
footprint length, but has been eliminated
because it cannot be detected by AOI
systems. Design D is a modified version
of design C, which is inspectable by AOI
PCB manufacturers that use data to drive decisions move systems. The board-level SJR results are
faster than competitors and reduce production costs. plotted in Figure 7. All three footprints
Learn how to adopt advanced manufacturing strategies to (A, B, and D) exceeded the general Figure 7: Board-level TC stresses (-40 to +125ºC) results for designs A, B, and D using daisy chain samples. The
transform complex data into a unified digital thread. Scan for first failure on design D is 9,791 cycles on the J-lead.
the eBook
21
Chip Scale Review November • December • 2021 [ChipScaleReview.com] 21